
Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.

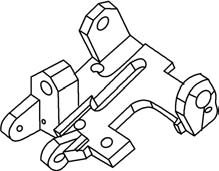
With the wide application of CNC machining technology, the complexity of the part structure is constantly improving. In some parts processing, positioning and clamping are very difficult, and it is not suitable for multiple positioning and clamping. The whole machining one-time forming technology is to rotate and turn the worktable according to the angle on the horizontal or vertical horizontal conversion machining center machine, and to process all the faces and holes of the parts in one time, and meet all the geometrical tolerance requirements of the pattern. The part of the boring and milling part is connected to the process handle to separate the process handle from the workpiece. As shown in Fig. 1, the part material is aluminum alloy 2A12-T4 profile, the outer circle φ 32mm, the K base surface and the hole φ 30mm, and the M base surface associated with the shape accuracy requirements are higher. If the clamping is positioned twice, the positioning error is large and the clamping is difficult. The use of non-unloading parts one-time forming technology, the position accuracy of the parts after processing is well guaranteed.
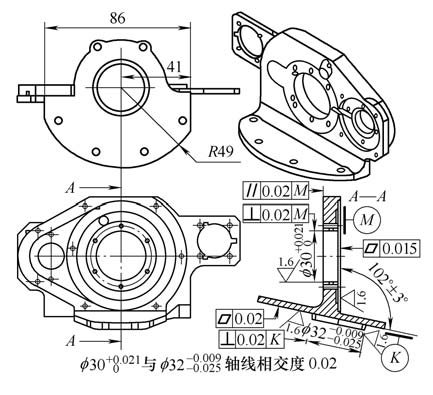
Figure 1 bracket diagram

December 25, 2022

December 01, 2022

September 25, 2024

September 24, 2024
Email ke pemasok ini
December 25, 2022
December 01, 2022
September 25, 2024
September 24, 2024
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.